ELEK. ELEKTRONİK YÜK. MÜH.
İplik üretim işletmelerinde, efektli iplik (EP) sistemleri üzerine çalışmaları devam etmektedir.
Mevcut iplik üretim makineleri üzerine adapta edilen donanımlar ile veya İplik makine üreticisinin opsiyonel olarak verdiği sistemler ile modaya uygun ürünler elde edilmektedir.
Efektli / Fantazi iplik, normal düz ipliğin yapısında oluşturulan değişiklikler olarak adlandırılır. Düz ipliğin yapısında oluşturulan değişiklikler, program dahilinde her adımı kontrollü olarak üretilmektedir.
Kontrollü üretilen efektli iplikler, Almanca ‘’Flamme’’, İngilizce ‘’Slub’’ ve Türkçe ‘’Şantuk‘’ olarak adlandırılmaktadır.
Şantuklu iplik programı bilgisayar ortamında hazırlandıktan sonra, makinaya yüklenerek üretimi yapılır.
Şantuk ünitelerinin çalışma prensibi, Ring iplik makinelerin de ön, orta, arka silindirlerin hızlarının kontrolüdür. Open End makinelerinde ise besleme silindirinin kontrolüdür.
Şantuk iplik de, şantuk boyları kısadır, Büküm sabit ve iplik numarası (Ne) değişkendir.
Şantuk iplik de, Ring için önerilen minimum şantuk boyu;
Minimum şantuk boyu = Elyaf boyu + % 10 Elyaf boyu Olmalıdır.
Şantuk iplik de, O.E. için önerilen minimum şantuk boyu;
Minimum şantuk boyu = Rotor Çevresi Kadar olmalıdır.
Şantuklu iplik görüntüsü şekil 1 de verilmiştir.

Şantuk efekt programı; İplik veya kumaş numunesi üzerinden, baz iplik uzunluğu, şantuk uzunluğu, şantuk kalınlığı belirlenir. Baz iplik ve şantuk uzunluğu birebir ölçülerek kodlanır. Şantuk kalınlığı ise, laboratuvar cihazlarının yardımı ile (mass diagramından faydalanarak) veya tecrübe ile belirlenerek kodlanır. Belirlenen kalınlığın değeri kod olarak girilmelidir. Kalınlık kod tablosu firmalar tarafından verilmektedir. Örnek kalınlık tablosu tablo 1 de verilmiştir.
Yapılan program (kodlama) iki haneden oluşmaktadır.

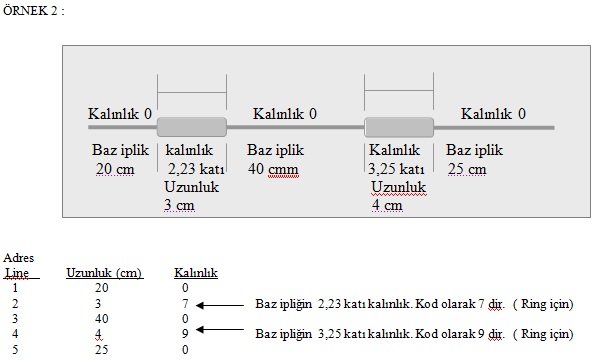
Örnek Programlar :
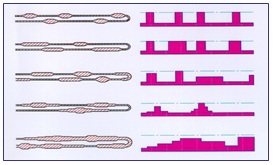
Şekil 2: Farklı şantuk Programları.
Programlamada bilinmesi gereken, iplik üzerinde bulunan kalınlıkların değerlerinin kod olarak yazılması için ilgili firma tarafından verilen kalınlık tablonun kullanılması gereklidir.
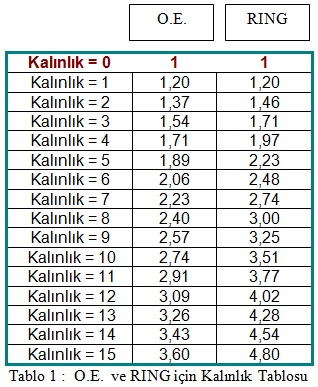

NOT : 1- Baz iplik kalınlığı “ 0 “ kod olarak alınmaktadır.
2- Kalınlık kod değerleri tablo 1 den alınmıştır.
3- Bulunan / tahmin edilen kalınlık değeri, kod olarak veya baz ipliğin katı cinsinden ifade edilir.
Mass / Kütle Diyagramını Kullanarak Efekt Program kodunun yazılması aşağıda Garfik 1’de açıklanmıştır.
Kütle diyagramında X ekseni Uzunluğa, Y ekseni Kalınlığa karşılık gelmektedir. X ekseninde taranan ipliğin
1 mt scalasında görünmesi gereklidir. Y eksenindeki değeler -100 ile 200 arasında seçilmelidir.
Bu ayarlar ile iplik tarandıktan sonra yazıcıdan çıktısı alınır. Alınan Kağıt çıktı üzerinde Kalınlık ve uzunluk değerleri belirlenerek program kodlaması yapılır.
Kağıt üzerinde ölçülen uzunluk değerlerin, gerçekte hangi uzunluğa karşılık geldiği oransal hesaplanır.
Kağıt üzerindeki kalaınlık değerinin ise tablodaki karşılığı yazılır. Örnek okunan değer 200 % ise buna karşılık gelen “7” kalınlık kodudur.
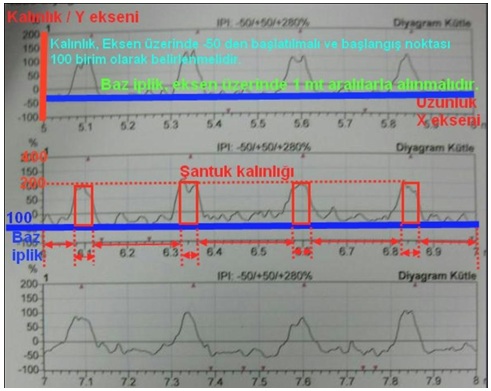
Grafik 1: Şantuklu iplik Kütle Diyagramı